
En usine, les problèmes sont inévitables : défaut qualité, panne machine, dérive de performance, non-respect des standards… Mettre en place une méthode de résolution de problème structurée permet d’identifier les causes racines, de définir des actions correctives durables et d’éviter la réapparition des écarts.
Sans démarche claire, les équipes traitent les symptômes, multiplient les plans d’action inefficaces et voient les mêmes problèmes revenir. Mais quelle méthode utiliser ? Faut-il privilégier le 8D, le PDCA, le DMAIC, le QRQC ? Quels outils employer pour analyser les causes racines : 5 Pourquoi, Ishikawa, QQOQCCP ? Et surtout, comment structurer une démarche réellement efficace sur le terrain ?
Dans cet article, nous allons détailler :
- Les étapes clés d’une méthode de résolution de problème
- Les principales méthodes utilisées en usine
- Les outils indispensables pour analyser les causes racines
- Des exemples concrets d’application
- Des bonnes pratiques pour ancrer durablement la résolution de problèmes dans votre organisation
Qu’est-ce qu’une méthode de résolution de problème ?
Une méthode de résolution de problème est une démarche structurée qui permet d’analyser un dysfonctionnement (sur une ligne de production ou lors d’une routine), d’en identifier les causes racines et de mettre en place des actions correctives durables afin d’éviter sa réapparition.
En environnement industriel, un problème se définit comme un écart entre un standard attendu et la situation réelle : défaut qualité, baisse de performance, panne machine, non-respect d’un processus ou dérive d’indicateur.
Sans méthode formalisée, les équipes ont tendance à traiter les symptômes visibles (corriger un défaut, relancer une machine, ajuster un réglage) sans traiter la cause profonde. Le problème se reproduit alors plus tard, impactant directement la performance de l’usine.
À l’inverse, déployer une méthode de résolution de problème adaptée au niveau de complexité (PDCA, 8D, DMAIC, QRQC…) permet de structurer la prise de décision, responsabiliser les équipes terrain et capitaliser sur les apprentissages.
Les étapes d’une méthode de résolution de problème
Quelle que soit la méthode utilisée (8D, PDCA, DMAIC, QRQC…), une méthode de résolution de problème en industrie repose sur une logique commune : comprendre le problème en profondeur avant d’agir. Toyota a notamment formalisé ce processus en 7 étapes clés :

- Perception initiale du problème : C’est l’étape qui marque le début du processus, celle où le problème est identifié et remonté. La résolution n’a alors pas encore commencé.
- Clarifier le problème : Une fois le problème détecté, l’objectif et de le définir de façon claire et factuelle. Ici, on cherche à réduire au maximum la zone de recherche et à bien documenter le problème afin de trouver la meilleure solution.
– Quel était le résultat attendu ?
– Quelle est la situation réelle ?
– Depuis quand l’écart est-il observé ?
– Quelle est son ampleur ?
Cette étape de brainstorming permet de comprendre les symptômes pour résoudre le problème de manière efficace.
- Localiser la zone, le point de la cause : L’objectif ici est de remonter le processus pour comprendre où le problème a commencé et surtout, de réduire le périmètre d’analyse.
– Où le problème apparaît-il ?
– Quand survient-il ?
– Sur quels produits, lignes, équipes ?
- Recherche de la cause racine : Ici, on va identifier toutes les causes possibles, notamment grâce à un diagramme d’Ishikawa, puis remonter à la cause racine avec la méthode des 5 pourquoi. Le but étant d’identifier la source du problème pour le résoudre de façon durable et non de façon superficielle.
- Contre-mesures : Une fois la cause racine identifiée, l’idée est de réfléchir à des solutions durables pour empêcher cette cause de revenir dans le temps.
- Evaluation : Cette étape est importante, elle permet tout simplement de valider les hypothèses et les solutions envisagées à l’étape 5. Seul un test réel peut permettre de valider les solutions de manière durable. La mise en place d’indicateurs de suivi s’impose alors.
- Standardisation : Cette dernière étape ne doit pas être négligée. Une fois les solutions trouvées, il convient de les standardiser ou de mettre à jour les standards déjà en place, de former les équipes et de capitaliser sur l’apprentissage en cas de problèmes similaires.
Une fois la démarche de résolution de problème posée, il existe des méthodes qui permettent de respecter cette démarche en suivant une trame prédéfinie. C’est que nous allons voir tout de suite.
Quelles sont les principales méthodes de résolution de problème ?
Une méthode de résolution de problème structurée permet de cerner et résoudre un problème de façon durable. Les plus connues sont :
La méthode 8D :
L’une des méthode de résolution de problème les plus connues dans l’industrie, le 8D repose sur 8 étapes (disciplines) :
- D1 : Constitution de l’équipe
- D2 : Décrire le problème
- D3 : Identifier et mettre en place des actions immédiates/Sécurisation
- D4 : Déterminer les causes du problème
- D5 : Déterminer les actions correctives définitives et permanentes
- D6 : Mise en oeuvre de solution
- D7 : Eviter la réapparition du problème ailleurs
- D8 : Félicitations des équipes
La méthode PDCA ou Roue de Deming :
Fondée sur le principe de répétition, la méthode PDCA (Plan, Do, Check, Act) repose sur un cycle d’amélioration continue qui comprend l’identification des problèmes, le déploiement des solutions, le contrôle des résultats et l’optimisation. Elle se compose de 4 étapes :
- Plan : Cette étape consiste à analyser les données/problèmes et à planifier les actions à mettre en place
- Do : Déployer/implémenter les actions définies dans l’étape 1
- Check : Contrôler le résultat des actions effectuées. Comparer les résultats avec ceux attendus
- Act : Ici soit les résultats sont ceux attendus, soit il faut adapter la solution et revenir à l’étape « Do »
La méthodologie de résolution de problème DMAIC :
Tirée de la méthodologie Six Sigma, basée sur l’amélioration de la qualité et l’efficacité des processus en usine, la méthode DMAIC se compose de 5 étapes :
- Définir les problèmes à résoudre, les opportunités d’amélioration, les attentes du client)
- Mesurer les performances actuelles des processus
- Analyser les données récoltées lors de l’étape précédente
- Améliorer avec des solutions adaptées
- Contrôler l’efficacité des améliorations apportées
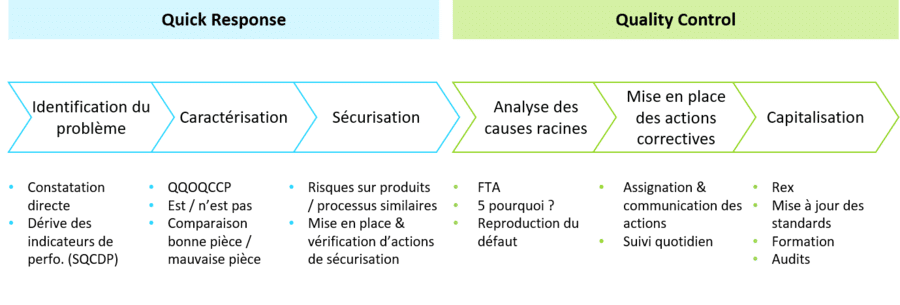
La méthode QRQC (Quick Response Quality Control) :
Plus qu’une méthode, le QRQC est un état d’esprit. Cette méthode permet de garantir une réponse rapide (Quick response) et également une résolution du problème en profondeur (Quality control).
Ci-dessous une schématisation du procédé :
La méthodologie CARRE D’AS :
Basée sur une approche systématique permettant de traiter efficacement les problèmes, les étapes de la méthode Carré d’As suivent son acronyme :
- Choisir un problème (identification)
- Analyser le problème (définition)
- Rechercher les causes
- Rechercher les solutions
- Essayer / Tester les solutions
- Décider quelle solution mettre en oeuvre
- Appliquer la solution et Suivre les résultats
Les outils indispensables pour une résolution de problème efficace
Certains outils peuvent s’avérer nécessaire pour structurer les différentes étapes des méthodologies ci-dessus. Par exemple, pour la recherche de la cause racine (8D et DMAIC), utiliser l’outil « 5 pourquoi » permet de pousser l’analyse des causes.
Pour caractériser le problème lors du QRQC, l’utilisation du QQOQCP et de l’analyse est/n’est pas est parfois indispensable.
Voici donc une liste non exhaustive des outils les plus utilisés lors de la résolution de problème:
La méthode de résolution de problème des 5 Pourquoi
Utilisée principalement pour identifier la cause racine, cette méthode consiste à se demander « Pourquoi » jusqu’à remonter à la source du problème. Par exemple :
- Pourquoi la pièce était défectueuse ? Réponse : Un défaut d’usinage
- Pourquoi un défaut d’usinage est apparu ? Réponse : La machine n’était pas réglée correctement
- Pourquoi les réglages n’étaient pas corrects ? Réponse : Les instructions était ambigües pour la situation donnée
- Etc jusqu’à remonté à l’origine du problème.
Le QQOCCCP (Qui, Quoi, Où, Quand, Combien, Comment et Pourquoi)
Le but est ici de caractériser le problème en se posant ces 7 questions. Cette méthode peut être combinée au est/n’est pas.
L’Analyse est/n’est pas
Elle permet également de définir le périmètre du problème, c’est pourquoi elle peut être combinée au QQOCCCP. Cet outil permet de trier les éléments en deux catégories: ceux liés au phénomène étudié et ceux qui n’ont pas de lien avec celui-ci.
Le diagramme de Yamazumi
Graphe par poste de travail: Chaque étape est représentée par un bloc et le temps associé. Cet outil permet d’identifier les étapes à non valeur ajoutée avec leur temps associé. Voici un exemple :

Le Diagramme d’Ishikawa (ou Diagramme de Causes – Effet) :
Le diagramme d’Ishikawa permet d’identifier les causes d’une certaine situation.
- Définir l’effet à observer : phénomène défaut, caractéristique du produit ou du procédé.
- Tracer une flèche de gauche à droite en direction de l’effet.
- Décrire les facteurs principaux qui sont les causes potentielles de ce qui est observé
- Généralement les 5M ci-dessous (+éventuellement Management et Moyens financiers)
